

Chiny coraz częściej dostarczają już nie tanią siłę roboczą, ale nowoczesne rozwiązania techniczne i technologiczne, których skala przekracza granice naszej wyobraźni.
Podobnie jest w Polsce, ale na odwrót: z kraju o gospodarce wielkoprzemysłowej, o wysokim poziomie kwalifikacji, przekształca się w kraj importujący prymitywną siłę roboczą, która eliminuje doraźne zapotrzebowanie na rozwój innowacyjnego myślenia, a importowane czarnuchy, swoim wrodzonym niskim poziomem umysłowym, doprowadzają do obniżenia średniego poziomu inteligencji całego społeczeństwa.
Tym, co stanowi polską czołówkę w dziedzinie nowoczesnego druku, są tatuaże. Polska przoduje w świecie tatuaży – wystarczy spojrzeć na zawody sportowe: wytatuowany zawodnik to głównie Polak.
Polska dba też o przyszłość w tej dziedzinie – już w przedszkolu wychowawczynie samowolnie i w sposób przestępczy tatuują przedszkolaki specjalnymi ołówkami, których ślady trudno zmyć przez kilka dni. Dzieje się to przy lekceważącym milczeniu ogłupiałych rodziców, nie mówiąc już o sanepidzie, który – choć zawsze wszechobecny – nie reaguje na te nierozpoznane związki zawarte w tuszach do tatuaży. Bo to przecież toksyny i szczepionki, a wśród nich środki powodujące bezpłodność.
Red. Gazeta Warszawska
Abstrakcyjny
Objętościowe wytwarzanie addytywne wyłoniło się jako obiecująca technika elastycznej produkcji złożonych struktur, z różnorodnymi zastosowaniami w inżynierii, fotonice i biologii 1 , 2 . Jednak obecne metody wciąż stoją w obliczu kompromisu między rozdzielczością a objętościową szybkością budowy, ograniczając wydajną i elastyczną produkcję struktur 3D o wysokiej rozdzielczości. W niniejszym artykule proponujemy metodę, zwaną cyfrową niespójną syntezą holograficznych pól świetlnych (DISH), w celu generowania rozkładów światła 3D o wysokiej rozdzielczości poprzez ciągłe projekcje wielokątne z użyciem szybkoobrotowego peryskopu bez konieczności obracania próbki. Iteracyjna optymalizacja hologramów dla różnych kątów w DISH utrzymuje rozdzielczość druku 19 μm w zakresie 1 cm, co znacznie przekracza głębię ostrości obiektywu i umożliwia drukowanie 3D in situ o wysokiej rozdzielczości obiektów w skali milimetrowej w ciągu zaledwie 0,6 s. Materiały akrylowe w zakresie lepkości są wykorzystywane do wykazania ogólnej kompatybilności DISH. Dzięki integracji DISH z kanałem płynowym udało nam się osiągnąć masową produkcję złożonych i różnorodnych struktur 3D w materiałach o niskiej lepkości, co dowodzi potencjału tego rozwiązania do szerokich zastosowań w różnych dziedzinach.
Podobna treść jest oglądana przez innych
Holograficzne tomograficzne wytwarzanie objętościowe addytywne
Holograficzna litografia jednokrotnej ekspozycji mikrostruktur o bardzo dużym współczynniku kształtu

Fizyka druku 3D za pomocą światła
Główny
Precyzyjna i wydajna produkcja złożonych struktur 3D jest coraz ważniejsza w różnych dziedzinach, takich jak mechanika strukturalna 3 , 4 , 5 , fotonika 6 , farmacja 7 , inżynieria tkankowa 8 , 9 i przesiew leków 10. Tradycyjne metody, takie jak formowanie 11 i separacja faz 12 , są wydajne w produkcji masowej, ale okazują się kosztowne i czasochłonne przy modyfikacji struktur. Metody drukowania 3D, takie jak stereolitografia 13 , cyfrowe przetwarzanie światłem 14 , 15 , 16 i polimeryzacja dwufotonowa 17 , 18 , 19, oferują dużą elastyczność w wytwarzaniu skomplikowanych projektów 3D z wysoką precyzją, chociaż ich wydajność jest daleka od wystarczającej do produkcji masowej. Podejmowano wysiłki w celu zwiększenia szybkości produkcji i zmniejszenia efektów warstwowania. Ciągła produkcja z wykorzystaniem ciekłego interfejsu 20 , 21 wykorzystuje inhibicję tlenową, aby uniknąć ruchu posuwisto-zwrotnego podczas drukowania ciągłych warstw i integruje ciągły wałek do produkcji wsadowej 22, ale procesy drukowania są zasadniczo warstwowe. Xolografia 23 to forma objętościowego wytwarzania addytywnego, która polega na przemieszczaniu lekkiego arkusza przez nieruchomą żywicę. Pomimo niedawnej modernizacji z wykorzystaniem ciągłej produkcji z wykorzystaniem systemu sterowania płynem 24 , dwukolorowy fotoinicjator wymaga czasu na powrót do pierwotnego stanu, co ogranicza jego objętościowe tempo narastania.
Aby rozwiązać ten problem, wolumetryczny druk 3D, którego przykładem jest komputerowa litografia osiowa (CAL) 1 , jawi się jako obiecująca technika umożliwiająca jednoczesne drukowanie całej objętości przy użyciu kontrolowanych rozkładów światła 3D generowanych przez wzory świetlne pod różnymi kątami. Ponieważ mniejsza liczba kątów używanych podczas projekcji znacznie pogarsza rozdzielczość przestrzenną z powodu braku stożka w domenie częstotliwości, podobnie jak w tomografii komputerowej, obecne techniki CAL obejmują obrót próbki o 360° w celu uzyskania precyzyjnej rekonstrukcji tomograficznej 1 , 25 . Jednak wymóg obrotu próbki utrudnia drukowanie in situ i ogranicza prędkość obrotową, aby uniknąć drgań mechanicznych wpływających na rozdzielczość druku i ustawienie systemu. W tym przypadku zazwyczaj wymagana jest farba drukarska o dużej lepkości, aby zapobiec zapadaniu się próbki podczas dziesiątek sekund drukowania obiektów w skali milimetrowej, co ogranicza możliwość zintegrowania kontroli przepływu w celu dalszej poprawy wydajności drukowania 1 , 2 , 25 , 26 , 27 , 28 . Ponadto, gdy próbujemy dalej zwiększyć rozdzielczość drukowania za pomocą obiektywu o dużej aperturze numerycznej (NA) do wzbudzenia, efekt dyfrakcji światła, kiedyś pomijalny, teraz wyłonił się jako poważne wyzwanie, stwarzając trudności w utrzymaniu precyzyjnej modulacji na dużej głębi ostrości 29 , 30 , 31 . Dlatego też szybka, wysokoprzepustowa, kolejna produkcja obiektów w skali milimetrowej z wysoką rozdzielczością pozostaje wyzwaniem systemowym.
Przedstawiamy cyfrową niespójną syntezę holograficznych pól świetlnych, nazwaną DISH, w celu uzyskania szybkiego i wysokiej rozdzielczości druku objętościowego obiektów milimetrowych w ciągu 1 sekundy. Zamiast obracać próbkę, zaprojektowaliśmy obrotowy peryskop z obiektywem 0,055-NA o dużym zasięgu roboczym, aby dostarczać projekcje o wysokiej rozdzielczości precyzyjnie kontrolowanych pól świetlnych z prędkością obrotową do 10 obrotów s −1 . Chociaż światło częściowo spójne lub niespójne ma płytką głębię ostrości, używamy spójnego źródła laserowego z cyfrowym urządzeniem mikrozwierciadlanym (DMD) do szybkiego generowania zoptymalizowanych wzorów z częstotliwością do 17 000 Hz, co pozwala na osiągnięcie modulacji o wysokiej rozdzielczości nawet z dużej odległości od płaszczyzny obiektywu, bez konieczności mechanicznego przesuwania płaszczyzny ogniskowej. Chociaż DMD nie może bezpośrednio modulować fazy pól świetlnych, opracowujemy iteracyjny algorytm z modelem propagacji optyki falowej i dostosowaną funkcją strat w celu holograficznej optymalizacji rzutowanych pól świetlnych w celu uzyskania modulacji 3D o wysokiej rozdzielczości ze zwiększoną wiernością w porównaniu z tradycyjnymi algorytmami. Dzięki znacznie zwiększonej prędkości obrotowej i rozdzielczości w porównaniu z tradycyjnymi metodami CAL, DISH staje się bardzo wrażliwy na błędy systemowe, takie jak rozbieżność systemu, aberracja i tłumienie. Dlatego opracowujemy metodę szybkiej kalibracji opartą na optyce adaptacyjnej, aby osiągnąć eksperymentalnie jednorodną rozdzielczość optyczną 11 µm na głębokości 1 cm, umożliwiając szybką produkcję próbek z najdrobniejszą cechą dodatnią 12 µm i stabilną rozdzielczością drukowania 19 µm (Rozszerzone dane, rys. 1 ). Różne materiały o różnym poziomie lepkości są walidowane pod kątem zgodności z DISH. Łącząc zalety wysokiej wydajności i wysokiej precyzji, integrujemy DISH z kanałem fluidalnym, aby zademonstrować sukcesywną, elastyczną produkcję złożonych i zróżnicowanych struktur 3D w materiałach o niskiej lepkości, co może otworzyć perspektywy dla różnych zastosowań, takich jak biodrukowanie o wysokiej przepustowości, badanie leków, mikromaszyny i miniaturyzowana fotonika.
Zasada DISH
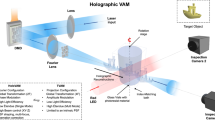
Aby uniknąć niestabilności szybkiego obrotu próbki w tradycyjnych metodach CAL, opracowujemy obrotowy peryskop w DISH, aby ułatwić szybkie projekcje pól świetlnych przy maksymalnie 10 obrotach s −1 (rys. 1a,b i rozszerzone dane rys. 2 ). DMD jest używany do generowania modulacji światła o wysokiej rozdzielczości przy prędkościach do 17 000 Hz. Peryskop jest umieszczony przed obiektywem, zmieniając kierunek propagacji wzorzystych wiązek. Wzory DMD są dokładnie zsynchronizowane z kątami obrotu w celu niespójnej syntezy trójwymiarowych rozkładów natężenia światła (rozszerzone dane rys. 3 ). Dzięki szybkiej zmianie kątów oświetlenia, DISH wykorzystuje prędkość obrotową silnika jako główny wyznacznik czasu ekspozycji. Wszystkie wiązki są rzutowane przez pojedynczą płaską powierzchnię pojemnika w celu generowania wzorów 3D, co upraszcza wymagania dotyczące pojemnika drukującego i ułatwia zastosowania takie jak drukowanie in situ na określonych obiektach lub biodrukowanie in vivo. Nasze eksperymentalne testy wykazały, że DISH może ukończyć druk 3D obiektu o wielkości milimetra w zaledwie 0,6 sekundy w wodnym roztworze diakrylanu glikolu polietylenowego (PEGDA) (rys. 1c i film uzupełniający 1 ). W tradycyjnych metodach CAL, ze względu na czas drukowania trwający dziesiątki sekund, wymagane są materiały światłoczułe o wysokiej lepkości (6000–10 000 cP), aby złagodzić efekt zapadania się produktu32 . Ultrawysoka prędkość drukowania DISH może skutecznie zniwelować te ograniczenia i sprawdzać się w przypadku materiałów o niskiej lepkości, wynoszącej 4,7 cP, co pozwala na drukowanie przed zapadnięciem się próbki.

a , Projekcja wielokątna służy do generowania trójwymiarowych rozkładów natężenia światła w nieruchomym pojemniku do druku wolumetrycznego. b , Obrotowy peryskop został zaprojektowany do generowania szybkich, obrotowych projekcji wzorców światła modulowanych przez DMD w ciągu 0,6 s. Model docelowy i jego wydruk eksperymentalny przedstawiono po prawej stronie jako przykład. c , Obrazy zarejestrowane w różnych punktach czasowych pokazują, że proces drukowania w wodnym roztworze PEGDA o niskiej lepkości można zakończyć w ciągu 0,6 s. d , Porównanie symulowanych trójwymiarowych rozkładów światła generowanych przez system DISH ze światłem niespójnym, światłem spójnym bez optymalizacji holograficznej i światłem spójnym z optymalizacją holograficzną. Docelowy model rzeczywisty jest również pokazany po lewej stronie. Podziałka: 1 mm.
Aby jeszcze bardziej zwiększyć rozdzielczość druku, używamy obiektywu o dużej odległości roboczej z NA 0,055 do projekcji światła. Jednak wraz ze wzrostem rozdzielczości, efekt dyfrakcji światła nie może być zignorowany przez proste zastosowanie przybliżenia promienia. W przypadku światła częściowo spójnego lub niespójnego, zwykle stosowanego w poprzednich metodach CAL, skanowanie osiowe będzie wymagane do pokrycia dużego zakresu objętości ze względu na małą głębię ostrości przy wysokiej NA (około 0,4 mm dla 0,055 NA przy 405 nm), co zmniejszy prędkość drukowania obiektów w skali milimetrowej, aby zachować wysoką rozdzielczość (rys. 1d ). W DISH rozwiązujemy ten problem, stosując spójne źródło laserowe i holograficznie obliczając i optymalizując pola światła, co może osiągnąć modulację o wysokiej rozdzielczości daleko poza natywną płaszczyzną obiektywu bez mechanicznego przesuwania płaszczyzny ogniskowej. W połączeniu z szybką cyfrową modulacją DMD, po specjalnie zaprojektowanej optymalizacji, możemy uzyskać trójwymiarowe modulacje światła o wysokiej rozdzielczości w szerokim zakresie głębokości, sięgającym nawet 1 cm, ponad 20-krotnie większym niż głębia ostrości. Wzbudzenie wielokątowe oferuje również wystarczającą swobodę, aby generować trójwymiarowe rozkłady natężenia o wysokiej rozdzielczości poprzez modulację DMD podczas optymalizacji.
Optymalizacja pól światła holograficznego
W odróżnieniu od procesu optymalizacji w metodach CAL 33 , 34 , 35 , 36 , 37 , 38 wykorzystujących aproksymacje promieniowe dla pola światła, opracowano algorytm iteracyjny „od zgrubnego do dokładnego” dla DISH w celu optymalizacji binarnych wzorów projekcji w DMD z wykorzystaniem modelu optyki falowej dla światła spójnego. Wzory projekcji dla różnych kątów są sumowane niespójnie w celu wygenerowania trójwymiarowych rozkładów intensywności o wysokiej rozdzielczości, umożliwiających drukowanie z wysoką wiernością, po uwzględnieniu reakcji materiałów fotoutwardzalnych 39 , co można przedstawić w postaci następującego problemu optymalizacyjnego:
w którymreprezentuje skumulowaną dawkę w każdym punkcie 3D w obszarze obiektywu, która jest określana przez natężenie wiązek wzorcowych I , czas ekspozycji i tłumienie światła w materiałach. A reprezentuje obszar 3D modelu docelowego do wydrukowania, w którym oczekuje się skumulowanej dawki d h dla polimeryzacji, aoznacza obszar poza obszarem docelowym, w którym skumulowana dawka ma być mniejsza od progu d l, aby uniknąć nadmiernej ekspozycji.jest amplitudą rzutowaną DMD dla kąta φ .Reprezentuje proces propagacji światła w optyce falowej, uwzględniający refrakcję na styku powietrza i materiału. Minimalizując funkcję strat, możemy zoptymalizować binarne wzory projekcji, aby uzyskać precyzyjne rozkłady natężenia w 3D i poprawić dokładność druku ( Metody ).
Ponieważ taki binarny problem optymalizacji dyskretnej, obejmujący ponad 0,1 miliarda wokseli dla obiektu o skali milimetrowej, jest bardzo czasochłonny, opracowujemy algorytm iteracyjny od zgrubnego do dokładnego, aby zmniejszyć koszty obliczeniowe (rys. 2a ). Najpierw optymalizujemy ten problem, wykorzystując istniejące algorytmy gradientu spadkowego33,34, aby uzyskać trójwymiarowe rozkłady intensywności o wysokiej rozdzielczości .Dla N dyskretnych kątów o tych samych dwuwymiarowych rozkładach wzdłuż kąta φ . Następnie wykorzystujemy syntezę G sąsiednich wzorców projekcji binarnej wokół kąta φ jako grupy. Grupy te dla każdego kąta są sekwencyjnie optymalizowane za pomocą holograficznego algorytmu iteracyjnego ( Metody ) w celu dopasowania docelowych rozkładów intensywności o wysokiej rozdzielczości.w szerokim zakresie głębokości bez konieczności mechanicznego przesuwania płaszczyzny ogniskowej. Schemat blokowy optymalizacji holograficznej przedstawiono na rys. 4 z danymi rozszerzonymi , ilustrując konieczność optymalizacji holograficznej w przypadku projekcji 3D o wysokim kontraście.

a , Diagram ilustrujący holograficzny algorytm optymalizacji dla projekcji wielokątowych. Opracowano iteracyjny holograficzny algorytm optymalizacji wzorów binarnych dla każdego kąta. b , Porównanie zoptymalizowanych wzorów za pomocą tradycyjnego algorytmu PM i naszego holograficznego algorytmu optymalizacji. c , Produkty symulowane i przekroje czynne uzyskane metodą PM i naszą metodą. d , Krzywe indeksu Jaccarda między produktami symulowanymi a celem w funkcji liczby całkowitych wzorców projekcji binarnych dla każdej rundy obrotu. Porównano krzywe trzech różnych metod, w tym algorytmu PM, globalnego algorytmu Gerchberga-Saxtona (GS) i naszego algorytmu. e , Krzywe indeksu Jaccarda między produktami symulowanymi a celem w funkcji liczby całkowitych wzorców projekcji binarnych dla każdej rundy obrotu. Pokazano krzywe naszej metody z różnymi parametrami binaryzacji.
Dane źródłowe
W porównaniu z poprzednimi metodami minimalizacji kar (PM) z przybliżeniem promienia stosowanymi w CAL 33 , nasza metoda może w pełni wykorzystać zaletę spójnego źródła światła dla holograficznych pól świetlnych w celu generowania struktur 3D o wysokiej rozdzielczości w zakresie głębokości około 1 cm dla obiektywu 0,055-NA (rys. 2b,c ). Porównaliśmy również naszą metodę z globalnym algorytmem Gerchberga-Saxtona 40 , tradycyjną iteracyjną metodą optymalizacji wzorów holograficznych. Nasza metoda osiąga dokładniejszy rozkład intensywności pod względem indeksu Jaccarda i odległości ze znakiem, jak pokazano na rys. 2d i rozszerzonych danych rys. 5 . Przeprowadziliśmy dalszą analizę wpływu całkowitej liczby wzorów projekcji i parametru binaryzacji G na dokładność drukowania. Więcej projekcji zwiększy wierność drukowania i ogólnie zbiegnie się z ponad 1000 projekcjami binarnymi dla różnych G . Nasz DMD może szybko wyświetlać 1000 wzorów w ciągu 0,06 s, co zapewnia wysoką prędkość drukowania. Chociaż niższy parametr binaryzacji G pozwala osiągnąć konwergencję przy mniejszej liczbie projekcji, prowadzi to do utraty ogólnej informacji o skali szarości i niższej wierności (rys. 2e i rys. 6 z danymi rozszerzonymi ). Wydajność stopniowo się zbiega, gdy G jest większe niż 3. Dlatego w praktycznych eksperymentach wybieramy G = 10 i całkowitą liczbę projekcji 1800 (co odpowiada 180 zgrubnym dawkom 3D).
Kalibracja eksperymentalna DISH
Zbudowaliśmy system proof-of-concept, aby eksperymentalnie sprawdzić wydajność DISH. Dzięki ulepszeniom zarówno prędkości drukowania, jak i rozdzielczości, DISH jest znacznie bardziej czuły niż poprzednie metody CAL na błędy systemowe, takie jak niewielkie rozbieżności systemu, aberracje optyczne i tłumienie wiązki. Dlatego też, staranna kalibracja systemu jest kluczowa dla osiągnięcia wysokiej wydajności eksperymentalnie. Jak pokazano na rys. 7 w rozszerzonych danych , wiązka ulega załamaniu na powierzchni między powietrzem a materiałem podczas propagacji. Wzór wiązki będzie nierównomiernie modulowany po procesie refrakcji, co prowadzi do rozmycia na krawędzi (rys. 3a ). Dlatego też wzięliśmy ten proces refrakcji pod uwagę podczas falowo-optycznego modelu propagacji wiązki w algorytmie optymalizacji, aby zmniejszyć błędy ( Metody ).

a , Ilustracja wpływu refrakcji na styku powietrza i materiału poprzez przedstawienie widm amplitudowych i kątowych przed i po refrakcji. b , Schemat ilustrujący proces kalibracji oparty na optyce adaptacyjnej poprzez aktualizację zoptymalizowanych wzorców na DMD dla każdego kąta na podstawie obrazów fluorescencyjnych zarejestrowanych przez dwie kamery ortogonalne. c , Wiązka rzutowana z φ = 0°, zarejestrowana przez kamerę przednią, co pomaga określić położenie płaszczyzny sprzężonej. Obraz został skompresowany w kierunku pionowym około dziesięciokrotnie. d , Eksperymentalne obrazy fluorescencyjne dwóch sześcianów wygenerowane przez DISH przed i po kalibracji. e , Eksperymentalne obrazy fluorescencyjne wiązek skupionych w kilku pozycjach osiowych na obszarze drukowania z odstępem osiowym 2,4 mm. f , Eksperymentalne obrazy fluorescencji trzech punktów o zaprojektowanej wielkości 10,8 μm i odstępie 10,8 μm, zlokalizowanych w środku nadruku (górny rząd) i w odległości 4,8 mm od środka nadruku (dolny rząd). Cel wzorcowy przedstawiono w pierwszej kolumnie. Wyniki uzyskane dwiema różnymi metodami optymalizacji (naszym holograficznym algorytmem optymalizacji i projekcją wsteczną) przedstawiono wraz z odpowiadającymi im zoptymalizowanymi wzorcami dla kilku kątów po lewej stronie. Podziałki: 100 μm ( c ); 1 mm ( d , e ); 50 μm ( f ).
Ponadto DISH jest niewspółosiowym, wielowidokowym układem optycznym. Podczas obrotu peryskopu, jakiekolwiek niedopasowanie w różnych projekcjach kątowych będzie prowadzić do rozmycia zintegrowanej intensywności, podobnie jak nierównomierne aberracje optyczne. Dlatego opracowaliśmy metodę kalibracji opartą na optyce adaptacyjnej, aby skalibrować projekcję każdego kąta na poziomie pojedynczego piksela i zapewnić, że wszystkie nachylone wiązki precyzyjnie zachodzą na siebie w pozycjach docelowych. Zainspirowani cyfrową optyką adaptacyjną w obrazowaniu skaningowego pola światła41 , 42 , intensywność światła została najpierw uchwycona w materiale fluorescencyjnym przez dwie kamery umieszczone w kierunkach ortogonalnych, które działały jako czujniki frontu fali, aby wykryć stopnie rozbieżności (rys. 3b ). Następnie możemy bocznie przesunąć wzorce projekcji dla każdego kąta w DMD, wykorzystując zmierzone rozbieżności jako sprzężenie zwrotne (rozszerzone dane, rys. 8 ). Obracając peryskop i przechwytując obrazy wiązek dla każdego kąta, możemy sekwencyjnie kalibrować każdą projekcję kątową na podstawie relacji między pikselami DMD, kątami platformy i pozycjami 3D. Ponadto parametry falowo-optyczne, takie jak odległość propagacji do natywnej płaszczyzny ogniskowej DMD, zostały skalibrowane poprzez projekcję zaprojektowanych pasków (rys. 3c ). Cały proces kalibracji można zakończyć w ciągu kilku minut i wymaga on tylko jednorazowego wykonania dla stałego systemu DISH bez konieczności jakichkolwiek modyfikacji sprzętowych. Dokładne rozkłady intensywności 3D do drukowania można następnie uzyskać eksperymentalnie po optymalizacji wzorca i kalibracji systemu opartej na optyce adaptacyjnej (rys. 3d ).
Aby ilościowo scharakteryzować rozdzielczość optyczną DISH, najpierw zobrazowaliśmy intensywność projekcji 3D generowanej przez DISH w roztworze fluorescencyjnym, przy czym czas ekspozycji kamer ustawiono dokładnie jako czas obrotu wymagany do 360°. Jak pokazano na rys. 3e,f , rzutowaliśmy wzory potrójnych punktów, każdy o rozmiarze cechy i odstępie bocznym 10,8 μm, co odpowiada dwóm pikselom DMD, w różnych położeniach osiowych z odstępem osiowym 2,4 mm. Chociaż wzory zoptymalizowane przez projekcję wsteczną i naszą metodę zarówno z powodzeniem wygenerowały struktury o wysokiej rozdzielczości w środku drukowania w pobliżu płaszczyzny ogniskowej, metoda projekcji wstecznej uległa degradacji w położeniu osiowym 4,8 mm od środka drukowania ze względu na efekt rozogniskowania. Natomiast nasza metoda zachowała cechy o wysokiej rozdzielczości nawet w płaszczyźnie poza ogniskiem (głębokość ostrości <0,4 mm dla obiektywu 0,055-NA) po optymalizacji holograficznej (rys. 3f ).
Druk 3D o wysokiej rozdzielczości od DISH
Aby kompleksowo ocenić eksperymentalną rozdzielczość druku DISH, użyliśmy DISH do wydrukowania różnorodnych struktur próbek. Najpierw wydrukowaliśmy paski o wysokiej rozdzielczości na powierzchni 3D, aby ocenić rozdzielczość w różnych pozycjach osiowych. Zaprojektowano model o długości osiowej 1 cm z wyróżnionymi liniami o różnej szerokości na powierzchni, przy czym najmniejsza szerokość linii, wynosząca 10,8 μm, odpowiadała dwóm pikselom DMD (każdy piksel odpowiada około 5,4 μm w płaszczyźnie obiektywu). Taki model struktury reliefowej jest szczególnie wrażliwy na kontrast dawki, co czyni go odpowiednim do oceny ogólnej precyzji projekcji. Należy zauważyć, że lepszą rozdzielczość można uzyskać, stosując DMD o mniejszym rozmiarze i większej liczbie pikseli, ponieważ NA wynosząca 0,055 odpowiada granicy dyfrakcji wynoszącej około 3,68 μm przy 405 nm. Wydrukowane wyniki przedstawiono na rys. 4a,b , a szerokość linii zmierzono jako 11,0 ± 1,2 μm w całym zakresie głębokości. Natomiast produkt wygenerowany przez projekcje wsteczne przybliżenia promienia (rys. 4c ) wykazał znacznie niższą rozdzielczość z dala od środka drukowania, co wskazuje na płytką głębię ostrości dla wzbudzenia 0,055-NA. Dlatego DISH ze światłem spójnym i optymalizacją holograficzną umożliwia wysoką precyzję drukowania na 1 cm, ponad 20 razy większą niż głębia ostrości NA 0,055. Wydrukowano również inną próbkę pokrytą gęstymi paskami w celu sprawdzenia stabilności rozdzielczości w różnych obszarach (rys. 4d–f ). Ponadto ilościowo zmierzyliśmy szerokości linii w różnych pozycjach osiowych w próbce z rys. 4a , aby sprawdzić jednorodną rozdzielczość DISH dla obiektów w skali milimetrowej (rys. 4g ).
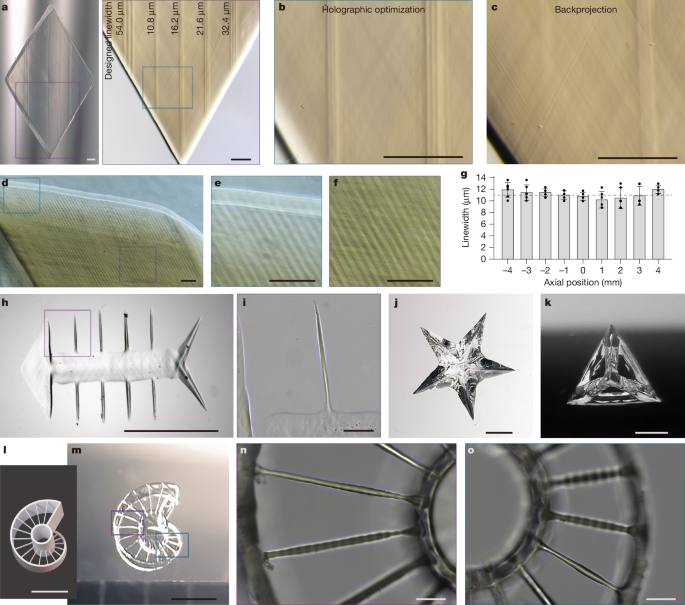
a , Produkty o strukturze reliefowej wydrukowane przez DISH, wykazujące najmniejszy rozmiar cech w zakresie 1 cm. Zmierzone szerokości linii wynosiły odpowiednio 54,0 ± 2,9, 11,0 ± 1,2, 15,5 ± 1,9, 20,9 ± 2,3 i 33,1 ± 2,1 μm. b , Widok z bliska struktury reliefowej wydrukowanej przy użyciu wzorów zoptymalizowanych przez nasz holograficzny algorytm optymalizacji. c , Widok z bliska struktury reliefowej wydrukowanej przy użyciu wzorów zoptymalizowanych przez konwencjonalny algorytm tylnej projekcji ray-optic. d , Próbka struktury reliefowej z gęstymi paskami wydrukowana przez DISH. e , f , Obrazy z bliska krawędzi ( e ) i środka ( f ) próbki w d . g , Średnie szerokości linii zmierzone w różnych położeniach osiowych próbki w a , wykazujące jednorodną rozdzielczość 11 μm w zakresie głębokości 1 cm. Użyliśmy n = 6 pomiarów dla każdego położenia, przy czym paski błędów przedstawiają odchylenie standardowe. h , i , Struktura rybiej ości i jej widok z bliska wydrukowany przez DISH, w którym zmierzono jej cechy dodatnie jako 11,9 ± 2,1 μm. j , Model pięcioramiennej gwiazdy z zaprojektowanymi kątami 36° i zmierzonymi kątami 36,0 ± 1,6°. k , Piramida trójkątna z ostrymi krawędziami. l – o , Model muszli ( l ) i wynik wydruku przez DISH ( m ). Zmierzono, że linie wyrównane w różnych kierunkach i położeniach osi z wynoszą 19,3 ± 3,4 μm ( n , o ). Ponieważ linie są rozłożone wzdłuż osi z , linie znajdujące się poza płaszczyzną ogniskową mikroskopu wyglądają jak rozmyte wzory. Do pomiaru szerokości użyto średniej ± odchylenia standardowego. Podziałki: 500 μm ( a – c ); 200 μm ( d – f ); 1 mm ( h , j – m ); 100 μm ( i , n , o ).
Dane źródłowe
Następnie przetestowaliśmy rozdzielczość druku na niezależnych pozytywnych cechach. Wydrukowano model rybiej ości z zaprojektowaną szerokością linii 10,8 μm (rys. 4h ). Zmierzona szerokość po wydrukowaniu wyniosła 11,9 ± 2,1 μm (średnia ± odchylenie standardowe) na różnych kościach w różnych obszarach (rys. 4i ). Wysoką eksperymentalną rozdzielczość druku można również uwidocznić za pomocą ostrych krawędzi i kątów struktur. Dlatego do wydrukowania gwiazdy (rys. 4j ) i trójkątnej piramidy (rys. 4k ) użyliśmy drukarki DISH. Zaprojektowany kąt gwiazdy wynosił 36°, a zmierzone kąty dla różnych obszarów wynosiły około 36,0 ± 1,6°, co potwierdza wysoką precyzję druku. Aby dodatkowo sprawdzić jednorodną rozdzielczość druku w całej objętości 3D i kierunkach, wydrukowaliśmy model muszli obejmujący linie wyrównane w różnych kierunkach i pozycjach osiowych (rys. 4l–o ). Szerokości linii po wydrukowaniu zmierzono na 19,3 ± 3,4 μm, co wskazuje na ogólną jednorodną rozdzielczość drukowania wynoszącą około 19 μm dla DISH na różnych strukturach pozytywowych. Podobną jednorodną wydajność drukowania potwierdzono poprzez drukowanie struktur okresowych na dużej objętości lub zakrzywionej powierzchni (Rozszerzone dane, rys. 9b–e ). Cechy negatywowe stanowią większe wyzwanie dla metod drukowania wolumetrycznego. Wydrukowaliśmy wewnętrzny model stożkowy, aby pokazać wszechstronność DISH na różnych strukturach. Zmierzone średnice wpisanego okręgu wyniosły około 50 μm (Rozszerzone dane, rys. 9f,g ). Na koniec wydrukowaliśmy skomplikowaną strukturę posągu Teodoryka i potwierdziliśmy wierność wydruku, porównując zaprojektowany model z wynikami skanowania metodą tomografii komputerowej promieni rentgenowskich na naszym wydrukowanym produkcie (Rozszerzone dane, rys. 9h ).
Szybki, sukcesywny druk 3D
Zwiększając zarówno prędkość drukowania, jak i precyzję próbek w skali milimetrowej za pomocą ekspozycji objętościowej, DISH ułatwia masową produkcję różnorodnych struktur 3D, co jest krytyczne dla praktycznych zastosowań, takich jak wysokoprzepustowe badania leków43 , masowa produkcja fotonicznych urządzeń komputerowych44 i biodrukowanie45 . Aby zademonstrować tę zaletę, zintegrowaliśmy DISH z kanałem płynnym do szybkiego masowego druku 3D (rys. 5a ). Pompa została użyta do przesuwania produktów i uzupełniania materiału do drukowania, a sito zostało użyte do zbierania produktów do drukowania, jednocześnie oddzielając nieutwardzony materiał do ponownego użycia. Czas ekspozycji każdej próbki wynosił 0,6 s (dodatkowy film wideo 2 ). W odróżnieniu od tradycyjnych metod masowej produkcji z ustaloną formą dla tej samej struktury, DISH może sukcesywnie wytwarzać różne obiekty z wysoką wydajnością i dużą elastycznością (rys. 5b, c ).

a , Schemat ilustrujący DISH zintegrowany z kanałem fluidalnym, pompą i sitkiem do masowej produkcji i zbierania wydruków w przepływie. b , Fotografie przedstawiające proces drukowania w przepływie. c , Różnorodne struktury wydrukowane z dużą prędkością przez DISH, w tym ramy sześcienne, ramy czworościanów, kwiaty, kałamarnice, plastry rdzenia kręgowego i rozwidlone rurki. d , e , Model cyfrowy ( d ) i wydruk PEGDA ( e ) posągu Teodoryka. f , Statuetka kałamarnicy wydrukowana za pomocą PEGDA. g , Model Benchy'ego wydrukowany za pomocą PEGDA. h , Helikalne rurki jako powszechne modele w zastosowaniach biologicznych. Wstrzyknięto czerwony i niebieski barwnik w celu wizualizacji. i , Samolot wydrukowany za pomocą DPHA. j , Ptak wydrukowany za pomocą BPAGDA. k , Rozdwojona rurka wydrukowana z miękkiego biomateriału GelMA. Podziałka: 5 mm ( b , c ); 1 mm ( d – k ).
Do zastosowań przemysłowych i inżynieryjnych zaprezentowaliśmy skomplikowane kształty o skomplikowanych powierzchniach i wiszących strukturach, takie jak posąg Teodoryka (rys. 5d,e ), kałamarnica (rys. 5f ) i Benchy (rys. 5g ), między innymi (rozszerzone dane, rys. 9 ). Do zastosowań biologicznych zaprezentowaliśmy spiralne rurki imitujące naczynia (rys. 5h i rozszerzone dane, rys. 9i ). Pustą strukturę sprawdzono poprzez wstrzykiwanie różnych kolorów tuszu. Ponieważ światło jest rzutowane tylko z jednej strony przez DISH, przyżyciowe biodrukowanie in situ różnych struktur na stałej powierzchni może być przeprowadzane z dużą prędkością. Ponadto, ponieważ cała objętość 3D jest drukowana jednocześnie, DISH umożliwia drukowanie niepodpartych łańcuchów, które są trudne do uzyskania w przypadku technik wytłaczania lub drukowania warstwowego (rozszerzone dane, rys. 9j ).
Ponadto DISH jest ogólną strukturą, która może być kompatybilna z popularnymi materiałami do druku 3D. Ponadto zaprezentowaliśmy zastosowanie kilku często używanych materiałów fotoutwardzalnych w DISH. Sztywne struktury wydrukowane z heksaakrylanu dipentaerytrytolu (DPHA) i diakrylanu bisfenolu A (1 glicerol/fenol) (BPAGDA) pokazano na rys. 5i,j oraz rozszerzonych danych na rys. 9n . Rurki wydrukowano również z hydrożeli na bazie biocząsteczek: metakrylanu żelatyny (GelMA) i metakryloilu fibryny jedwabiu (SilMA) (rys. 5k oraz rozszerzonych danych na rys. 9o ). Ponadto można również drukować materiały elastyczne, takie jak dimetakrylan uretanu (UDMA), jak pokazano na rozszerzonych danych na rys. 9p . Wszystkie te eksperymenty pokazują szerokie zastosowania DISH, charakteryzujące się zarówno dużą elastycznością, jak i wydajnością.
Dyskusja
Podsumowując, przedstawiamy metodę wolumetrycznego druku 3D, DISH, która umożliwia sukcesywne wytwarzanie obiektów o wysokiej rozdzielczości i skali milimetrowej w ciągu 0,6 s. Dzięki integracji szeregu udoskonaleń w zakresie sprzętu i oprogramowania, system można skalibrować w ciągu kilku minut bez dalszych modyfikacji sprzętu, uzyskując eksperymentalnie jednorodną rozdzielczość druku wynoszącą około 19 μm dla obiektów o rozmiarze 1 cm w całym pojemniku.
W produkcji addytywnej wyższa rozdzielczość przestrzenna lub mniejszy rozmiar woksela skutkuje znacznym wzrostem liczby wokseli wymaganych na jednostkę objętości, co w konsekwencji zmniejsza objętościową szybkość budowy. Z drugiej strony, zwiększenie objętościowej szybkości budowy często odbywa się kosztem zmniejszonej rozdzielczości. Szybkość drukowania wokseli jest zatem parametrem, który umożliwia intuicyjną charakterystykę wydajności drukowania 3D w kilku skalach długości. Przy użyciu DISH, próbkę o objętości około 200 mm3 ( rozszerzone dane rys. 2e ) można wytworzyć w minimalnym czasie ekspozycji 0,6 s, osiągając objętościową szybkość drukowania 333 mm3s⁻¹ i szybkość drukowania wokseli 1,25 × 10⁻¹ wokseli s⁻¹ przy rozmiarze woksela (11 μm) 2 × 22 μm (rozszerzone dane rys. 8e ). W porównaniu z innymi metodami drukowania 3D, DISH wykazuje dużą poprawę prędkości i rozdzielczości podczas wytwarzania próbek w skali milimetrowej (Rozszerzone dane, rys. 1 ). W przyszłości DMD i obrotowy peryskop mogą osiągnąć znacznie większą prędkość, nawet do 10 obrotów s −1 , aby jeszcze bardziej przyspieszyć tempo budowy, o ile zostanie użyte źródło lasera o większej mocy. Ponadto oczekuje się, że prędkość przetwarzania wsadowego w układzie fluidycznym ulegnie poprawie, gdy szybkie i stabilne przełączanie między stanami płynięcia i statyki zostanie zrealizowane dzięki precyzyjnej kontroli przepływu. Jeśli chodzi o koszt obliczeniowy algorytmu przed procesem drukowania, DISH jest porównywalny z innymi metodami holografii obliczeniowej31 . Mimo to, po uzyskaniu zestawów danych o wysokiej rozdzielczości, które uwzględniają aberracje refrakcyjne, wprowadzenie kompleksowych sieci neuronowych do generowania hologramów 3D46 , 47 i przyspieszenia jednostki przetwarzania grafiki (GPU) może znacznie zmniejszyć koszt obliczeniowy.
Na eksperymentalną rozdzielczość druku wpływają różne czynniki, takie jak metody projekcji, nieliniowa odpowiedź materiałów i struktury produktów docelowych. W roztworach fluorescencyjnych i wydrukach struktur reliefowych DISH zaobserwowano wysoce precyzyjne rozkłady dawki rzędu 11 μm (rys. 3f i 4a,b ). Jednakże nasze eksperymenty, a także odpowiednia literatura29 , wskazują, że izolowane małe struktury wymagają znacznie wyższego kontrastu dawki i są wrażliwe na otaczający rozkład dawki, co podkreśla potrzebę dokładniejszej kontroli dawki. Obecnie osiągnęliśmy ogólną rozdzielczość druku około 19 μm w całym zakresie efektywnej głębokości i 12 μm jako najdrobniejszą niezależną cechę dodatnią (rys. 4 ). Algorytmy, które mogą zwiększyć kontrast dawki lub uwzględnić dyfuzję, mogą dodatkowo poprawić ogólną rozdzielczość druku w pobliżu granicy dyfrakcji optycznej. Ponadto DMD o większej liczbie i mniejszym rozmiarze pikseli może dodatkowo poprawić wydajność druku, zapewniając większe pole widzenia lub wyższą rozdzielczość druku. Kolejnym czynnikiem obniżającym jakość produktu jest szum plamkowy, który powoduje niejednorodności intensywności i artefakty przypominające paski wzdłuż kierunku propagacji wiązki. Tradycyjna projekcja prostopadła powoduje nakładanie się pasów, tworząc wzory poprzeczne. Natomiast nasz system projekcji ukośnej eliminuje ten problem, co skutkuje mniej widocznymi paskami. Niemniej jednak, jakość powierzchni można by jeszcze bardziej poprawić, stosując kilka hologramów lub hologramy kafelkowe w celu tłumienia szumów plamkowych lub wprowadzając translację wiązki za pomocą elementów optycznych.
Proponowana konstrukcja oświetlenia jednostronnego umożliwia drukowanie in situ, ale wprowadza problem brakującego stożka, nieznacznie zmniejszając rozdzielczość osiową w porównaniu z rozdzielczością poprzeczną. Zmiana konstrukcji mechanicznej peryskopu może rozwiązać ten problem (Rozszerzone dane, rys. 10 ). Jednak znaczna zmienność kierunku propagacji dla zakrzywionych powierzchni pojemnika narusza przybliżenie paraksjalne wymagane do modelowania widma kątowego, w którym do modelowania procesu modulacji fazy indukowanego przez zakrzywioną powierzchnię podczas obliczeń potrzebna jest niezwykle wysoka częstotliwość próbkowania przestrzennego. W konsekwencji wymagane byłyby wyższe koszty obliczeniowe, a zarówno aberracje, jak i głębia ostrości powinny zostać ponownie ocenione, aby zapewnić rozdzielczość drukowanych struktur w tym przypadku.
Oprócz masowej produkcji różnorodnych próbek poprzez integrację DISH z urządzeniem fluidalnym, w przyszłości możliwe będzie zbadanie kolejnych zastosowań. Bezpośredni druk in situ w rurociągach i szalkach Petriego może znaleźć zastosowanie w biologii do wysokowydajnego screeningu leków. Masowe drukowanie w stałym, laminarnym przepływie wielu materiałów może być realizowane dzięki specjalistycznej technice fluidalnej24 , 48. Fotoniczne urządzenia obliczeniowe i różnorodne systemy obrazowania, takie jak moduł kamery w telefonach komórkowych, mogą być wytwarzane z dużą wydajnością za pomocą DISH. Dzięki wysokiej precyzji i wydajności, wierzymy, że DISH może otworzyć horyzont dla szerokich zastosowań ultraszybkiego druku 3D, w tym w biologii, fotonice i inżynierii.
Metody
Konfiguracja eksperymentalna
Dane rozszerzone Rys. 2 przedstawia konfigurację eksperymentalną DISH. Spójna wiązka światła o długości fali 405 nm emitowana z lasera diodowego CNI MDL-HD-405 o szerokości linii 1,5 nm jest modulowana przez przetwornik DMD wyposażony w pryzmat całkowitego wewnętrznego odbicia. Przetwornik DMD (TI DLP9500) sterowany przez ViALUX V-9501 charakteryzuje się rozmiarem piksela 10,8 μm, rozmiarem matrycy 1920 × 1080 i częstotliwością odświeżania 17,9 kHz. Wiązka o określonej strukturze przechodzi przez układ 4f, składający się z soczewki tubusowej (Thorlabs TTL200-A), apertury i obiektywu o odległości roboczej 34 mm (Mitutoyo M Plan Apo 2×, NA 0,055). Apertura pozwala na przejście jedynie centralnego rzędu dyfrakcji. Wiązka jest następnie kierowana do peryskopu zamocowanego na pustej, obracającej się platformie, napędzanej serwomotorem prądu przemiennego (Panasonic MSMJ042G1U). Na koniec wiązka jest ukośnie rzutowana do kuwety kwarcowej o maksymalnej gęstości mocy wejściowej 150 mW cm -2 i całkowitej maksymalnej mocy 40 mW, ograniczonej przez laser. Peryskop składa się z dwóch małych luster (Rozszerzone dane Rys. 2c,d ). Pierwsze lustro jest nachylone pod kątem 45° względem osi z , a drugie lustro jest nachylone pod kątem 22,5°. Po odbiciu w peryskopie wiązka jest rzutowana do pojemnika pod kątem 45°. Gdy kąt padania wynosi 45°, taka konfiguracja zapewnia rozsądny rozmiar osiowy cechy dla większości materiałów o różnych współczynnikach załamania światła, przy jednoczesnym zachowaniu niskiego współczynnika odbicia interfejsu. Ta konstrukcja mechaniczna mieści wiązkę światła o średnicy 6 mm. Jak pokazano na rys. 2e z danymi rozszerzonymi , obszar nadruku ma centralnie symetryczny, wrzecionowaty kształt, który można przybliżyć za pomocą walca i dwóch stożków. Całkowita objętość tego przybliżonego kształtu wynosigdzie θ i reprezentuje kąt padania, θ r reprezentuje kąt załamania, a d reprezentuje średnicę wiązki. Gdy d = 5,832 mm (5,4 μm × 1080) i współczynnik załamania światła materiału wynosi 1,48, całkowita objętość wynosi 214,1 mm³ .
Diagram sekwencji czasowej synchronizacji obrotu i wzoru projekcji jest szczegółowo przedstawiony na rys. 3 w rozszerzonych danych . Wielofunkcyjne urządzenie I/O PCIe-6363 firmy National Instruments jest używane do generowania impulsów napięciowych i sterowania różnymi komponentami, w tym migawką lasera, migawką kamery, kątem projekcji i projekcjami DMD. Silnik serwo pracuje z prędkością 1000 obr./min, co daje okres 0,6 s dla pustej platformy obrotowej ze współczynnikiem redukcji 1:10. Projekcje DMD są zsynchronizowane z rzeczywistym kątem. Podczas procesu drukowania migawka lasera jest zamknięta, aż do ustabilizowania się prędkości silnika. Migawka steruje czasem ekspozycji na 0,6 s. Zwykle silnik serwo jest wyzwalany falą prostokątną o częstotliwości 60 kHz, podczas gdy DMD jest wyzwalany falą prostokątną o częstotliwości 3 kHz, pokazując 1800 projekcji na cykl. Prędkość obrotową można również regulować w razie potrzeby. Ponieważ moc lasera zastosowana w naszym prototypowym systemie jest stosunkowo niska, wszystkie parametry wyzwalania opisane tutaj są specjalnie skonfigurowane dla czasu ekspozycji wynoszącego 0,6 s, a nie dla maksymalnej prędkości roboczej.
Modelowanie systemu
Związek między współrzędnymi propagacji wiązki ( x r , y r , z r ) a współrzędnymi świata ( x , y , z ) jest ustanowiony w celu zapewnienia zgodności z dowolnym kierunkiem projekcji 3D. Współrzędne ( x , y , z ) są zdefiniowane zgodnie z pojemnikiem. Oś z reprezentuje oś obrotu, oś x reprezentuje kierunek poziomy, a oś y reprezentuje kierunek pionowy. Współrzędne ( x r , y r , z r ) są zdefiniowane zgodnie z wiązką wewnątrz pojemnika, przy czym oś z r wskazuje kierunek propagacji. Oba układy współrzędnych mają ten sam początek, którym jest środek drukowania. W naszym układzie eksperymentalnym transformację współrzędnych można przedstawić za pomocą reprezentacji kąta Eulera:
gdzie φ reprezentuje kąt platformy, a θ r reprezentuje kąt załamania światła w materiale. R X i R Z reprezentują odpowiednio obrót wokół osi x i osi z .
W optyce falowej propagację modeluje się następująco:
TutajOznacza transformację Fouriera, która przekształca amplitudy zespolone w widma kątowe. H ( l i , λ i ) i H ( z r + l r , λ r ) to odpowiednio macierze propagacji w powietrzu i w materiale. S φ reprezentuje refrakcję, która jest osiągana poprzez zniekształcone rozciąganie w widmie kątowym. Ponieważ fala płaska pozostaje falą płaską po refrakcji na płaskiej powierzchni międzyfazowej, odpowiednią zależność współrzędnych widma kątowego przed i po refrakcji można obliczyć za pomocą trójwymiarowej postaci prawa Snella. To zniekształcone rozciąganie w widmie kątowym jest implementowane przez funkcję imwarp w programie MATLAB.
Kalibracja oparta na optyce adaptacyjnej
Aby uprościć proces kalibracji, układ optyczny poprzedzający peryskop został wyregulowany tak, aby wiązka emitowana z centrum DMD dokładnie pokrywała się z osią obrotu platformy. W związku z tym, ścieżka światła obrotowego została wyregulowana tak, aby była centrosymetryczna, a kąt padania θ i pozostał niezmieniony. Dzięki symetrii układu, wiązka emitowana z centrum DMD powinna generować natężenie o kształcie jednopłaszczyznowej hiperboloidy wewnątrz pojemnika. Jej środek symetryczny uznano za środek druku i początek układu współrzędnych. Odległość od środka druku do przedniej powierzchni pojemnika oznaczono jako z 0 . Podczas kalibracji urządzenia optyczne były nieruchome, a jedynie projekcje były aktualizowane wraz z obrotem platformy.
Najpierw ustalono zgrubną liniową zależność między współrzędnymi pikseli DMD, kątem platformy i współrzędnymi 3D wewnątrz pojemnika. Piksele DMD były aktywowane indywidualnie, podczas gdy platforma powoli się obracała, a odpowiadająca im wzbudzona fluorescencja w pojemniku o rozdzielczości 18 μg ml −1 kumaryny-30 DMSO była rejestrowana w czasie rzeczywistym przez kamery przednią i boczne wyposażone w filtry emisyjne. Jak pokazano na rys. 8b danych rozszerzonych , kąt projekcji φ wiązki określono za pomocą kamery przedniej, natomiast kąt załamania θ r zmierzono kamerą boczną. Pozostałe dwa stopnie swobody promienia obliczono na podstawie położenia punktu jego przecięcia z płaszczyzną z = 0. Następnie piksel DMD przesunięto zgodnie ze zdjęciami fluorescencyjnymi wykonanymi przez kamery. Na koniec uzyskano zestaw pikseli przesuniętych DMD, które emitowały wiązki dokładnie przecinające środek drukowania, oznaczony jako. Dane rozszerzone Rys. 8c,d przedstawiają przykład położenia belki przed i po kalibracji.
Następnie zmierzono odległość propagacji od płaszczyzny sprzężonej do interfejsu pojemnika. Gdy kąt platformy φ = 0, rzutowano odcinki linii na płaszczyźnie y – z (rys. 3c ), a symetryczny środek uzyskanej intensywności 3D uznano za przybliżoną płaszczyznę sprzężoną. Wykonano kilka zdjęć w różnych płaszczyznach ogniskowych za pomocą soczewki elektrostrojeniowej, a symetryczny środek ich złożonej fotografii zidentyfikował przybliżoną płaszczyznę sprzężoną DMD. Odległość propagacji od środka nadruku do przybliżonej płaszczyzny sprzężonej oznaczono jako.
Na koniec przeprowadzono precyzyjną kalibrację z wykorzystaniem holograficznie syntezowanych wzorców. Sprawdzono skuteczność ogniskowania w całym pojemniku, a skalibrowane parametry precyzyjnie dostrojono, aż natężenia światła przy wszystkich kątach platformy były zgodne z symulacją propagacji falowo-optycznej. Po przesunięciu pojemnika o odległość z ′ wzdłuż osi z i zastąpieniu materiału materiałem o współczynniku załamania światła n ′, parametry te można było przeliczyć w następujący sposób, bez konieczności przeprowadzania dodatkowych eksperymentów kalibracyjnych:
Algorytm optymalizacji holograficznej
Po pierwsze, problem optymalizacji w celu uzyskania zgrubnych rozkładów intensywności 3Dwkład każdego kąta pokazano poniżej:
w którymreprezentuje współrzędne 3D w obszarze obiektywnym, φ reprezentuje kąt projekcji,reprezentuje tłumienie podczas propagacji w materiałach, a zatemreprezentuje skumulowaną dawkę w każdym punkcie. A reprezentuje obszar 3D docelowego modelu do wydrukowania, w którym oczekuje się, że skumulowana dawka wyniesie d h dla polimeryzacji ireprezentuje obszar poza obszarem docelowym, w którym skumulowana dawka ma być mniejsza niż próg d l , aby uniknąć prześwietlenia. Δt odpowiada czasowi trwania każdej projekcji. Liczbę kątów projekcji do optymalizacji na tym etapie można zmniejszyć, duplikując wzór z sąsiednimi kątami, aby przyspieszyć proces obliczeniowy. W tym procesie pomija się ograniczenia binarne i wpływ dyfrakcji; dlatego do rozwiązania tego problemu można zastosować tradycyjne metody 33 , 34 .
Następnie dla każdej grupy G sąsiadujących ze sobą wzorców projekcji binarnych rozwiązywany jest sekwencyjnie następujący problem holograficzny :
Funkcja straty jest tutaj taka sama jak w poprzednim problemie.jest inicjowany jakoi zostanie zaktualizowany, aby byćpo holograficznej optymalizacji δ φ . { φ g } jest zbiorem sąsiadujących kątów G o środkach w φ .jest obrazem binarnym pokazywanym przez DMD dla kąta φ g . u przedstawia nierównomierny rozkład amplitudy wiązki, który można skalibrować przy użyciu profilometru wiązki.przedstawia proces rozchodzenia się światła w optyce falowej, biorąc pod uwagę załamanie światła na powierzchni powietrza i materiałów.
Aby rozwiązać tę optymalizację dyskretną w dziedzinie liczb zespolonych, wprowadzono wirtualną amplitudę zespoloną V φ, reprezentującą średnią moc tych G projekcji binarnych. Spełnia ona warunek, żeW każdej iteracji fazaprzyjmuje się, że jest stała, a błąd binaryzacji jest tymczasowo ignorowany, czyli, w ten sposób można przybliżyć spadek gradientu V φ . Następnie V φ jest aktualizowane wzdłuż kierunku spadku gradientu i przekształcane na najbliższą dodatnią liczbę rzeczywistą.
Zestaw obrazówoblicza się za pomocąi najlepszeJako wynik wybiera się minimalizującą funkcję strat. Schemat blokowy optymalizacji holograficznej przedstawiono na rys. 4a z danymi rozszerzonymi . Warto zauważyć, że bezpośrednia konwersja projekcji w skali szarości na sekwencję projekcji binarnych powoduje obniżenie kontrastu intensywności dla płaszczyzn nieostrych, ponieważ wiązki światła rzucane w różnych punktach czasowych nie są ze sobą spójne. W konsekwencji intensywność projekcji bezpośredniejróżni się od niespójnej syntezy projekcji binarnych, jak pokazano na ryc. 4b z danymi rozszerzonymi . Synteza niespójna dokładniej odzwierciedla naszą implementację eksperymentalną, zmniejszając w ten sposób błędy szacowania dawki.
W eksperymentach drukowania zastosowano rozmiar piksela objętościowego 5,4 μm, aby dopasować go do rozmiaru piksela DMD w płaszczyźnie sprzężonej. W symulacjach przedstawionych na rys. 2 oraz na rys. 5 i 6 z danymi rozszerzonymi zastosowano rozmiar piksela objętościowego 1,8 μm. Łącznie 180 obrazów w skali szarości uzyskano za pomocą tradycyjnych algorytmów, a parametr binaryzacji G ustawiono na 10, co pozwoliło na uzyskanie 1800 projekcji binarnych w celu zminimalizowania efektu rozmycia ruchu. Każda grupa została poddana 20 cyklom optymalizacji holograficznej. W przypadku modelu o wymiarach 1350 × 1350 × 1852 (co odpowiada 7,3 × 7,3 × 10,0 mm), nasz zaimplementowany algorytm holograficzny 49 , wykorzystujący powyższe parametry, potrzebował około 24 godzin na ukończenie obliczeń w programie MATLAB R2023a, działającym na procesorze Intel Core i7-11700. W przyszłości metody głębokiego uczenia i procesory graficzne mogą zostać wykorzystane do przyspieszenia procesu obliczeniowego.
Materiały użyte do druku
Hydrożel PEGDA
20% w/v PEGDA o średniej masie cząsteczkowej 1000 g mol −1 (PEGDA 1000, P902470, Macklin) rozpuszczono w wodzie dejonizowanej. Dodano 0,25% w/w fenylo-2,4,6-trimetylobenzoilofosfinianu litu (LAP; L157759, Aladdin) jako fotoinicjatora. Ten roztwór wykorzystano do rys. 1c , rozszerzonego rysunku danych 9d i filmu uzupełniającego 1 .
PEGDA rozpuszczalnik mieszany
20% w/v PEGDA 1000, 20% w/v wody dejonizowanej i 60% glikolu polietylenowego o średniej masie cząsteczkowej 400 g mol −1 (PEG 400, P815616, Macklin) zmieszano i mieszano przez 30 minut. Dodano 0,25% LAP jako fotoinicjatora. Ten żel użyto do rys. 4a–f i 5b,c , rozszerzonych danych rys. 9a,b,e,k i dodatkowego filmu wideo 2. Atrament na bazie rozpuszczalnika PEGDA został użyty do scharakteryzowania wydajności DISH. PEG może służyć jako porogen 50 i powoduje rozdzielenie faz wywołane polimeryzacją w wydrukowanych próbkach. Chociaż szkielety polimerowe są nadal formowane przez PEGDA, próbki wydają się białe zamiast przezroczystych ze względu na rozpraszanie wywołane przez rozdzielenie faz. Wzmocnione rozpraszanie sprawia, że wydruki są bardziej widoczne, a proces drukowania może być bezpośrednio uchwycony przez kamery. Ponadto rozpuszczalniki binarne mogą powodować szybszą polimeryzację niż pojedynczy rozpuszczalnik 51 , a szybsze utwardzanie jest odpowiednie dla DISH w celu zwiększenia szybkości drukowania.
Żywica PEGDA
Do PEGDA o średniej masie cząsteczkowej 1000 g mol −1 (P131592, Aladdin) dodano 2 mM fotoinicjatora, tlenku difenylo(2,4,6-trimetylobenzoilo)fosfiny (TPO; T107643, Aladdin) i mieszano do całkowitego rozpuszczenia. Materiał ten wykorzystano do wydrukowania obiektów na rysunkach 1b , 4l–o i 5e–h , rysunkach z danymi rozszerzonymi 9f, g, i, j, l, m oraz filmach uzupełniających 3 i 4 .
Hydrożel SilMA
Syntezę SilMA przeprowadzono zgodnie z protokołem podanym w pozycji 52. 2 g SilMA rozpuszczono w wodzie dejonizowanej, uzyskując roztwór o objętości 10 ml. Zastosowano 20% w/v SilMA z 0,25% LAP, a wydruki przedstawiono na ryc. 9o z danymi rozszerzonymi .
Hydrożel GelMA
Syntezę GelMA przeprowadzono zgodnie z protokołem podanym w pozycji 53. 1 g GelMA rozpuszczono w wodzie dejonizowanej, uzyskując roztwór o objętości 10 ml. Zastosowano 10% w/v SilMA z 0,25% LAP, a wydruki przedstawiono na ryc. 5k .
Żywica BPAGDA
BPAGDA (411167, Sigma) zmieszano w stosunku wagowym 3:2 z metakrylanem 2-hydroksyetylu (HEMA; H810855, Macklin). Dodano 2 mM TPO i mieszano mieszaninę w temperaturze 60°C przez 30 minut. Wydruki przedstawiono na rys. 5j .
Żywica DPHA
DPHA (D889657, Macklin) zmieszano z HEMA w stosunku wagowym 2:1. Dodano 2 mM TPO i mieszano mieszaninę w temperaturze 60°C przez 30 minut. Wydruki przedstawiono na rys. 5i oraz na rys. 9n z danymi rozszerzonymi .
Żywica UDMA
UDMA (D885973, Macklin) zmieszano z HEMA w stosunku wagowym 4:1. Dodano 2 mM TPO i mieszano mieszaninę w temperaturze 40°C przez 30 minut. Wydruki przedstawiono na ryc. 9c, str . 10 w sekcji danych rozszerzonych.
Żywica UDMA + PEGDA
UDMA zmieszano z PEGDA w stosunku 1:1 (w/w). Dodano 2 mM TPO i mieszano mieszaninę w temperaturze 40°C przez 30 minut. Wydruki przedstawiono na ryc. 9h z danymi rozszerzonymi .
Lepkość tuszów została sprawdzona za pomocą Anton Paar MCR 302e, wirnika CP50, szybkości ścinania 100 s −1 . Lepkości tych materiałów wynoszą: 20% hydrożel PEGDA: 4,734 cP; 20% hydrożel SilMA: 40,12 cP; rozpuszczalnik mieszany PEGDA: 63,85 cP; żywica PEGDA: 99,11 cP; żywica BPAGDA: 656,38 cP; żywica DPHA: 750,49 cP; żywica UDMA: 562,99 cP. Próbki te zostały przetestowane w temperaturze pokojowej (25 °C). 10% hydrożel GelMA został użyty i przetestowany w temperaturze 40 °C jako tusz ciekły, a lepkość wynosi 14,15 cP.
Drukowanie i postprodukcja
Tusze można bezpośrednio wymieniać w każdym procesie drukowania, a ponowne wykorzystanie żywicy można osiągnąć poprzez podgrzanie i wystawienie na działanie powietrza otoczenia, co zademonstrowano w poprzednich systemach druku wolumetrycznego. Ponadto materiały o niskiej lepkości używane do drukowania, takie jak wodny roztwór PEGDA, ułatwiają spontaniczne uzupełnianie rozpuszczonego tlenu. Delikatne pipetowanie między sesjami drukowania miało na celu utrzymanie wydajności drukowania dla tych tuszów o niskiej lepkości.
Wydruki delikatnie oddzielono od nieutwardzonych materiałów i umyto wodą lub etanolem. W przypadku żywic o dużej lepkości, czyszczenie można było ułatwić poprzez podgrzewanie i ultradźwięki. Następnie, przez 60 sekund, w odpowiednich roztworach fotoinicjatorów (woda zawierająca 0,25% LAP lub etanol zawierający 2 mM TPO), zastosowano dodatkowe naświetlanie światłem o długości fali 405 nm (30 mW cm −2 ). W przypadku próbek hydrożelu, w celu zrównoważenia pęcznienia na rys. 4 i rys. 9a,b z danymi rozszerzonymi, zastosowano roztwór wodorofosforanu dipotasowego (9,7% w/v) , co pozwoliło uzyskać długość mikroskopową równą długości projektowanej.
Wizualizacja produktów drukowanych
W filmach uzupełniających 1 i 2 produkty zostały zobrazowane bezpośrednio w materiale. W filmie uzupełniającym 1 subtelna zmiana współczynnika załamania światła została zwizualizowana poprzez umieszczenie wzoru szachownicy za pojemnikiem. W filmie uzupełniającym 2 użyto zielonej wiązki lasera do wzmocnienia rozpraszania bez wpływu na reakcję utwardzania. W filmach uzupełniających 3 i 4 proces czyszczenia jest tymczasowo umieszczany w kuwecie w celu lepszego filmowania, a standardowe mycie przy użyciu większych pojemników i większej ilości rozpuszczalnika zapewnia czystość.
Produkty poddano postprodukcji, a następnie sfotografowano na różne sposoby: makrofotografię (rys. 1b , 4a,j,k,m i 5g–k oraz rozszerzone dane rys. 9b po lewej, 9f,j–p ), stereoskopię (rys. 5e,f oraz rozszerzone dane rys. 9c,i ) oraz mikroskopię jasnego pola (rys. 1c po prawej i 4a–f,h,i,n,o oraz rozszerzone dane rys. 9a,b,d,e,g ). Pustą strukturę sprawdzono, wstrzykując różne kolory tuszu, w tym rys. 5h,k oraz rozszerzone dane rys. 9g,i,o . Skanowanie tomografii komputerowej promieniami rentgenowskimi w rozszerzonych danych rys. 9h przeprowadzono przy użyciu ZEISS Xradia 620 Versa.
Wszystkie wymiary wydrukowanych obiektów podano jako średnią ± odchylenie standardowe. Dla szerokości linii na rys. 4a, b wykonano n = 20 pomiarów dla każdej grupy pasków w poprzek próbki. Dane na rys. 4g uzyskano dla każdej wskazanej pozycji osiowej, z n = 6 pomiarami na pozycję. Dla szerokości ości rybiej na rys. 4i wykonano n = 10 pomiarów. Dla struktury muszli na rys. 4m –o wykonano łącznie n = 40 pomiarów w poprzek jej różnych linii .
Podsumowanie raportu
Więcej informacji na temat projektu badawczego można znaleźć w podsumowaniu sprawozdawczości Nature Portfolio Reporting Summary, do którego link znajduje się w tym artykule.
Dostępność danych
Wszystkie istotne dane są publicznie dostępne w serwisie GitHub https://github.com/sugar10w/DISH . Dane źródłowe podano w niniejszym artykule.
Dostępność kodu
Kody algorytmów potokowych i optymalizacyjnych DISH wraz z przykładowymi danymi są publicznie dostępne w serwisie Zenodo ( https://doi.org/10.5281/zenodo.17905914 ) 49 i GitHub ( https://github.com/sugar10w/DISH ).
Odniesienia
-
Kelly, BE i in. Produkcja addytywna objętościowa poprzez rekonstrukcję tomograficzną. Science 363 , 1075–1079 (2019).
-
Bernal, PN i in. Dalsza droga w dziedzinie materiałów i technologii druku wolumetrycznego 3D. Nat. Rev. Mater. 10 , 826–841 (2025).
-
Dudukovic, NA i in. Płyny komórkowe. Nature 595 , 58–65 (2021).
-
Zheng, X. i in. Wieloskalowe metamateriały metalowe. Nat. Mater. 15 , 1100–1106 (2016).
-
Feng, S. i in. Trójwymiarowe sterowanie kierunkowe cieczą zapadkową w układzie kapilarnym. Science 373 , 1344–1348 (2021).
-
Thiele, S., Arzenbacher, K., Gissibl, T., Giessen, H. & Herkommer, AM Oko orła drukowane w technologii 3D: złożony system mikrosoczewek do obrazowania fovealnego. Sci. Adv. 3 , e1602655 (2017).
-
Luo, Z., Cerrejon, DK, Römer, S., Zoratto, N. i Leroux, J.-C. Zwiększanie wchłaniania systemowego peptydów za pomocą bioinspirowanego plastra rozciągającego policzek. Sci. Transl. Med. 15 , eabq1887 (2023).
-
Catarino, CM, Schuck, DC, Dechiario, L. i Karande, P. Włączenie mieszków włosowych do biodrukowanych modeli 3D skóry ludzkiej. Sci. Adv. 9 , eadg0297 (2023).
-
Vidler, C. i in. Dynamiczny druk interfejsowy. Nature 634 , 1096–1102 (2024).
-
Mazzocchi, A., Soker, S. i Skardal, A. Biodruk 3D do badań przesiewowych o wysokiej przepustowości: badania leków, modelowanie chorób i zastosowania w medycynie precyzyjnej. Appl. Phys. Rev. 6 , 011302 (2019).
-
Fernandes, C., Pontes, AJ, Viana, JC i Gaspar-Cunha, A. Modelowanie i optymalizacja procesu formowania wtryskowego: przegląd. Adw. Polim. Techn. 37 , 429–449 (2018).
-
Marre, S. i Jensen, KF Synteza mikro- i nanostruktur w układach mikroprzepływowych. Chem. Soc. Rev. 39 , 1183–1202 (2010).
-
Melchels, FP, Feijen, J. i Grijpma, DW Przegląd stereolitografii i jej zastosowań w inżynierii biomedycznej. Biomaterials 31 , 6121–6130 (2010).
-
Ahn, D., Stevens, LM, Zhou, K. i Page, ZA Szybki druk 3D w świetle widzialnym o wysokiej rozdzielczości. ACS Cent. Sci. 6 , 1555–1563 (2020).
-
Dhand, AP i in. Produkcja addytywna silnie splątanych sieci polimerowych. Science 385 , 566–572 (2024).
-
Grigoryan, B. i in. Sieci wielonaczyniowe i funkcjonalne topologie wewnątrznaczyniowe w biozgodnych hydrożelach. Science 364 , 458–464 (2019).
-
Maruo, S., Nakamura, O. & Kawata, S. Trójwymiarowa mikrofabrykacja z fotopolimeryzacją absorbowaną przez dwa fotony. Opt. Lett. 22 , 132–134 (1997).
-
Farsari, M. & Chichkov, BN Produkcja dwufotonowa. Nat. Photon. 3 , 450–452 (2009).
-
Saha, SK i in. Skalowalna produkcja addytywna submikrometrowa. Science 366 , 105–109 (2019).
-
Tumbleston, JR i in. Ciągła produkcja interfejsów cieczowych obiektów 3D. Science 347 , 1349–1352 (2015).
-
Walker, DA, Hedrick, JL i Mirkin, CA Szybki druk 3D w dużych objętościach z kontrolą termiczną przy użyciu mobilnego interfejsu cieczowego. Science 366 , 360–364 (2019).
-
Kronenfeld, JM, Rother, L., Saccone, MA, Dulay, MT i DeSimone, JM Druk 3D w wysokiej rozdzielczości z rolki na rolkę cząstek o określonym kształcie. Nature 627 , 306–312 (2024).
-
Regehly, M. i in. Xolografia do liniowego, objętościowego druku 3D. Nature 588 , 620–624 (2020).
-
Stuwe, L. i in. Ciągły druk objętościowy 3D: ksolografia w przepływie. Adv. Mater. 36 , 2306716 (2024).
-
Shusteff, M. i in. Jednoetapowa, objętościowa produkcja addytywna złożonych struktur polimerowych. Sci. Adv. 3 , eaao5496 (2017).
-
Bernal, PN i in. Biodrukowanie objętościowe złożonych konstrukcji żywych tkanek w ciągu kilku sekund. Adv. Mater. 31 , 1904209 (2019).
-
Bernal, PN i in. Biodrukowanie objętościowe organoidów i optycznie dostrojonych hydrożeli w celu budowy biofabryk metabolicznych przypominających wątrobę. Adv. Mater. 34 , 2110054 (2022).
-
Toombs, JT i in. Objętościowa produkcja addytywna szkła krzemionkowego z wykorzystaniem mikroskalowej komputerowej litografii osiowej. Science 376 , 308–312 (2022).
-
Orth, A. i in. Dekonwolucyjna produkcja addytywna objętościowa. Nat. Commun. 14 , 4412 (2023).
-
Loterie, D., Delrot, P. i Moser, C. Wysokorozdzielcza tomografia objętościowa wytwarzania addytywnego. Nat. Commun. 11 , 852 (2020).
-
Wechsler, F., Gigli, C., Madrid-Wolff, J. i Moser, C. Model optyczny fali do tomograficznego wytwarzania addytywnego objętościowo. Opt. Express 32 , 14705 (2024).
-
Salajeghe, R., Meile, DH, Kruse, CS, Marla, D. i Spangenberg, J. Numeryczne modelowanie sedymentacji części podczas produkcji addytywnej objętościowej. Addit. Manuf. 66 , 103459 (2023).
-
Bhattacharya, I., Toombs, J. i Taylor, H. Wysokiej jakości objętościowa produkcja addytywna. Addit. Manuf. 47 , 102299 (2021).
-
Rackson, CM i in. Optymalizacja przestrzeni obiektów rekonstrukcji tomograficznych w produkcji addytywnej. Addit. Manuf. 48 , 102367 (2021).
-
Orth, A. i in. Metrologia 3D w locie w produkcji addytywnej objętościowej. Addit. Manuf. 56 , 102869 (2022).
-
Chen, TH i in. Wysokiej jakości tomograficzne wytwarzanie addytywne w warunkach dużych objętości i wysokiego tłumienia z wykorzystaniem algorytmu maksymalizacji oczekiwania. Addit. Manuf. 80 , 103968 (2024).
-
Orth, A., Sampson, KL, Ting, K., Boisvert, J. i Paquet, C. Korygowanie zniekształceń promieni w tomograficznym wytwarzaniu addytywnym. Opt. Express 29 , 11037–11054 (2021).
-
Webber, D. i in. Wszechstronna produkcja addytywna objętościowa z wykorzystaniem śledzenia promieni 3D. Opt. Express 31 , 5531–5546 (2023).
-
O'Brien, AK i Bowman, CN Wpływ tlenu na kinetykę fotopolimeryzacji i strukturę polimeru. Macromolecules 39 , 2501–2506 (2006).
-
Piestun, R., Spektor, B. i Shamir, J. Pola falowe w trzech wymiarach: analiza i synteza. J. Opt. Soc. Am. A 13 , 1837–1848 (1996).
-
Wu, JM i in. Tomografia iteracyjna z wykorzystaniem cyfrowej optyki adaptacyjnej umożliwia godzinną obserwację wewnątrzżylną trójwymiarowej dynamiki subkomórkowej w skali milisekundowej. Cell 184 , 3318–3332 (2021).
-
Wu, J. i in. Zintegrowany czujnik obrazowania do fotografii 3D z korekcją aberracji. Nature 612 , 62–71 (2022).
-
Qu, J., Kalyani, FS, Liu, L., Cheng, T. i Chen, L. Organoidy nowotworowe: synergistyczne zastosowania, obecne wyzwania i przyszłe perspektywy w terapii nowotworowej. Cancer Commun. 41 , 1331–1353 (2021).
-
Chen, Y. i in. Całkowicie analogowy układ fotoelektroniczny do zadań wymagających szybkiej wizji. Nature 623 , 48–57 (2023).
-
Lee, M., Rizzo, R., Surman, F. i Zenobi-Wong, M. Światła przewodnie: biodrukowanie tkanek z wykorzystaniem materiałów fotoaktywowanych. Chem. Rev. 120 , 10950–11027 (2020).
-
Shi, L., Li, B., Kim, C., Kellnhofer, P. i Matusik, W. W kierunku fotorealistycznej holografii 3D w czasie rzeczywistym z wykorzystaniem głębokich sieci neuronowych. Nature 591 , 234–239 (2021).
-
Shi, L., Li, B. i Matusik, W. Kompleksowe uczenie się hologramów 3D wyłącznie fazowych do wyświetlania holograficznego. Light Sci. Appl. 11 , 247 (2022).
-
Pregibon, DC, Toner, M. i Doyle, PS Wielofunkcyjne kodowane cząsteczki do analizy biocząsteczek o wysokiej przepustowości. Science 315 , 1393–1396 (2007).
-
Wang, X. Kody do cyfrowej niekoherentnej syntezy holograficznych pól świetlnych (DISH). Zenodo https://doi.org/10.5281/zenodo.17905914 (2025).
-
Mandsberg, NK, Aslan, F., Dong, Z. i Levkin, PA Druk 3D reaktywnych polimerów makroporowatych za pomocą chemii tiolowo-enowej i rozdziału faz wywołanego polimeryzacją. Chem. Commun. 60 , 5872–5875 (2024).
-
Beiler, B., Sáfrány, Á, Bató, L., Szomor, Z. i Veres, M. Wpływ binarnych mieszanin porogenów na monolity polimerowe przygotowane przez polimeryzację inicjowaną promieniowaniem gamma. Heliyon 10 , e38852 (2024).
-
Kim, SH i in. Biodrukowane w 3D hydrożele fibroiny jedwabiu do inżynierii tkankowej. Nat. Protoc. 16 , 5484–5532 (2021).
-
Yue, K. i in. Synteza, właściwości i zastosowania biomedyczne hydrożeli żelatynowo-metakryloilowych (GelMA). Biomaterials 73 , 254–271 (2015).
Podziękowanie
Dziękujemy Y. Zhang za pomocne dyskusje na temat materiałów do druku. Praca ta została wsparta przez Chińską Fundację Nauk Przyrodniczych (62525506, 62088102, 62222508, 62125106), Pekińską Fundację Nauk Przyrodniczych (Z240011), Fundację New Cornerstone Science w ramach nagrody XPLORER PRIZE oraz Pekińskie Kluczowe Laboratorium Inteligencji Poznawczej.
Deklaracje etyczne
Konflikty interesów
QD, XW, BX i JW posiadają patenty na technologie związane z technologią DISH opracowaną w ramach niniejszej pracy. Pozostali autorzy deklarują brak konfliktu interesów.
Recenzja ekspercka
Informacje o recenzjach eksperckich
Czasopismo Nature dziękuje Bastianowi Rappowi, Maximowi Shusteffowi i pozostałym anonimowym recenzentom za ich wkład w recenzję naukową niniejszej pracy. Raporty recenzentów są dostępne.
Informacje dodatkowe
Uwaga wydawcy: Springer Nature zachowuje neutralność w kwestii roszczeń jurysdykcyjnych zawartych w opublikowanych mapach oraz powiązań instytucjonalnych.
Rozszerzone dane liczbowe i tabele
Rozszerzone dane Rys. 1. Porównanie DISH i najnowocześniejszych metod druku 3D.
Porównujemy wolumetryczną szybkość drukowania i odpowiadające jej minimalne rozmiary cech dla kilku metod druku 3D. Linia przerywana przedstawia szybkość drukowania wokseli wynoszącą 6,5 × 10 6 wokseli s −1 , oszacowaną przy założeniu, że woksele w tych pracach są sześcianami o długości boku równej minimalnemu rozmiarowi cechy.
Rozszerzone dane Rys. 2 Schematyczna i eksperymentalna konfiguracja DISH.
a , Schemat toru optycznego DISH. b , Układ eksperymentalny DISH. Trajektoria wiązki światła jest zaznaczona niebieskimi liniami. c , Zbliżenie obrazu ilustrujące konstrukcję peryskopu zintegrowanego z platformą obrotową. d , Szczegółowy projekt mechaniczny peryskopu. e , Obszar nadruku ma centralnie symetryczny kształt wrzeciona. θ i oznacza kąt padania, θ r oznacza kąt załamania, a d oznacza średnicę wiązki.
Rozszerzone dane Rys. 3 Diagramy sekwencji czasowych dla synchronizacji lasera, silnika i DMD.
a , Wyzwalacz serwosilnika określa położenie platformy obrotowej. Występuje opóźnienie położenia między rzeczywistym kątem platformy a kątem zadanym. b , Ilustracja sterowania DMD. c , Ogólny diagram sekwencji czasowej użyty do wydruku.
Rozszerzone dane Rys. 4 Schemat blokowy optymalizacji holograficznej dla wzorów binarnych każdego kąta.
a , Schemat blokowy holograficznego algorytmu opartego na gradiencie zstępującym. b , Symulacja błędu intensywności wywołanego binaryzacją na płaszczyźnie poza ogniskiem, ilustrująca konieczność stosowania modelu holograficznego podczas obliczeń.
Rozszerzone dane Rys. 5 Analiza porównawcza kilku algorytmów optymalizacji wzorców.
a , Ilustracja rzeczywistej objętości docelowej i jej przekrojów. b , Wyniki symulowanego drukowania uzyskane kilkoma metodami optymalizacji zilustrowane przekrojami. Metody te obejmują PM stosowane we wcześniejszych metodach CAL z modelowaniem optyki promieniowej, globalny algorytm Gerchberga-Saxtona (GS) oraz nasz algorytm optymalizacji holograficznej binarnej. c , Odległości ze znakiem dla symulowanych wyników drukowania w porównaniu z rzeczywistymi (użyto 1800 projekcji binarnych). Krzywe średniej kwadratowej odległości ze znakiem w funkcji liczby całkowitych wzorców projekcji binarnych użytych dla różnych algorytmów przedstawiono po prawej stronie.
Dane źródłowe
Rozszerzone dane Rys. 6 Ilustracja i ocena procesu binaryzacji wzorców DMD.
a , Ilustracja różnych parametrów binaryzacji G , odpowiadających liczbie obrazów binarnych użytych do utworzenia pojedynczego obrazu w skali szarości. Krzywe funkcji obcinania są pokazane u góry. Zoptymalizowany wzór skali szarości dla określonego kąta jest pokazany w drugim wierszu, a odpowiadające mu zoptymalizowane wzory binarne w trzecim wierszu. Symulowane produkty DISH są pokazane u dołu. b , Odległości ze znakiem dla symulowanych produktów, porównane z wartościami rzeczywistymi, odpowiadające jednej, trzem i dziesięciu projekcjom binarnym jako grupie. Krzywe średniej kwadratowej odległości ze znakiem w funkcji liczby całkowitych wzorów projekcji binarnych z różnymi parametrami binaryzacji są pokazane po prawej stronie.
Dane źródłowe
Rozszerzone dane Rys. 7 Model falowo-optyczny propagacji wiązki w DISH.
a , Ilustracja ścieżki wiązki DISH dla określonego kąta. Jak pokazano z różnych punktów widzenia, załamane wiązki są rozciągane wzdłuż jednej osi ze względu na załamanie i są mniej dotknięte dla innej osi. b , Diagram ścieżki optycznej ilustruje trzy etapy procesu propagacji wiązki podczas modelowania w algorytmie optymalizacji holograficznej, w tym propagację w powietrzu, załamanie na granicy faz i propagację w materiale. c , Ilustracja etapu 1: propagacja w powietrzu. d , Ilustracja etapu 2: załamanie na granicy faz. e , Ilustracja etapu 3: propagacja w materiale. θ i reprezentuje kąt padania, θ r reprezentuje kąt załamania, n i reprezentuje współczynnik załamania światła w powietrzu, n r reprezentuje współczynnik załamania światła w materiale, l r reprezentuje odległość od granicy faz do środka drukowania, a z r reprezentuje odległość propagacji od środka drukowania do miejsca docelowego.
Rozszerzone dane Rys. 8 Ilustracja procesu kalibracji opartego na optyce adaptacyjnej.
a , Schematyczne diagramy przedstawiające ścieżkę wiązki podczas kalibracji. Zilustrowany proces kalibracji ma na celu przesunięcie punktu przecięcia wiązki na płaszczyźnie z = 0 do środka drukowania poprzez wprowadzenie przesunięć bocznych w zoptymalizowanych wzorach DMD dla każdego kąta. b , Współrzędne punktu przecięcia wiązki na płaszczyźnie z = 0 są określone na podstawie obrazów uchwyconych przez kamery boczne i przednie. c , Obrazy poklatkowe pokazują wiązki dla pojedynczego punktu przed i po kalibracji. d , Dla każdego kąta projekcji uzyskuje się serię przesunięć DMD, aby zapewnić, że odpowiadające im promienie zbiegają się w punkcie docelowym. Symulacje śledzenia promieni pokazano po prawej stronie, ilustrując warunki przed i po kalibracji. e , Wzory o wysokiej rozdzielczości widziane z przodu i z boku po kalibracji. Podziałki, 100 μm.
Rozszerzone dane Rys. 9 Produkty o wysokiej rozdzielczości o różnych strukturach i materiałach wydrukowane przez DISH.
a , Eksperymentalne wydruki z holograficznie zoptymalizowanymi projekcjami (po lewej) i projekcjami wstecznymi z aproksymacją promienia (po prawej). b , Eksperymentalne wydruki z użyciem mieszaniny PEGDA–PEG–woda jako tuszu. Zmierzone szerokości linii wynosiły 32,0 ± 2,1, 21,2 ± 2,6, 16,4 ± 1,6 i 75,0 ± 3,0 μm. c – e , Więcej próbek pasków na zakrzywionych i płaskich powierzchniach uzyskanych za pomocą DISH. f , g , Model wewnętrznego stożka. Średnice wpisanych okręgów dwóch stożków na wierzchołku wynoszą odpowiednio około 55,8 μm i 49,7 μm. h , Tomografia komputerowa rentgenowska próbki Teodoryka. i , Rozdwojone rurki. j , Łańcuchy w kształcie diamentu. k , l , struktury siatki 3D. m , model Benchy'ego widziany z boku. n , model delfina wydrukowany z DPHA. o , rozwidlone rurki wydrukowane z miękkiego biomateriału SilMA. p , pierścień wydrukowany z UDMA i jego odkształcenie sprężyste. Struktura bez odkształcenia pokazana jest we wstawce. Podziałka: 1 mm ( a – c , f – p ); 100 μm ( d , e ).
Rozszerzone dane Rys. 10 Projekt mechaniczny i realizacja rzutów ortogonalnych.
a , Schemat peryskopu do projekcji ortogonalnych, rozwiązujący problem brakującego stożka w domenie osiowej. b , Schemat ilustrujący efekty refrakcji i obszar nadruku w pojemniku cylindrycznym. c , Zdjęcie systemu będącego dowodem koncepcji.
Informacje uzupełniające
Podsumowanie raportu (pobierz PDF )
Plik recenzji eksperckiej (pobierz PDF )
Materiał filmowy uzupełniający 1 (pobierz MP4 )
Szybki druk 3D z materiału o niskiej lepkości w ciągu 0,6 s przez DISH. Film przedstawia proces drukowania DISH z użyciem materiału o niskiej lepkości (20% wodny roztwór PEGDA 1000, 4,7 cP). Wydruk stopniowo stawał się widoczny po naświetleniu, a następnie opadał pod wpływem grawitacji.
Materiał filmowy uzupełniający 2 (pobierz MP4 )
Kolejne masowe drukowanie 3D różnorodnych struktur metodą przepływową za pomocą DISH. Film przedstawia DISH zintegrowany z kanałem przepływowym w celu kolejnej masowej produkcji różnorodnych struktur. Jako materiał do druku wykorzystano mieszaninę PEGDA, PEG i wody, a pompa dostarczała materiał w regularnych odstępach czasu. Naświetlanie i polimeryzacja zachodziły w trakcie pompowania, umożliwiając kolejne wytwarzanie docelowych struktur.
Materiał filmowy uzupełniający 3 (pobierz MP4 )
Przenoszenie wydruku za pomocą pęsety. Film przedstawia proces przenoszenia i czyszczenia za pomocą pęsety. W tym filmie PEGDA jest używana jako farba drukarska, a woda jako rozpuszczalnik czyszczący. Wydrukowana próbka zachowuje integralność strukturalną po spłukaniu w wodzie, co dowodzi jej wystarczającej wytrzymałości mechanicznej po szybkim druku metodą DISH. O ile nie określono inaczej (na przykład drukowanie miękkiego hydrożelu), wydrukowane struktury zazwyczaj wytrzymują siłę mechaniczną wywieraną przez pęsetę.
Materiał filmowy uzupełniający 4 (pobierz MP4 )
Przenoszenie wydruku za pomocą pipety. Film demonstruje proces przenoszenia i czyszczenia za pomocą pipety. W tym filmie PEGDA pełni rolę farby drukarskiej, a woda jest rozpuszczalnikiem czyszczącym. Wydrukowana próbka zachowuje integralność strukturalną po spłukaniu w wodzie, co potwierdza jej wystarczającą wytrzymałość mechaniczną po szybkim druku metodą DISH.
Dane źródłowe
Dane źródłowe rys. 2 i 4 oraz rozszerzone dane źródłowe rys. 5 i 6 (pobierz XLSX )
Prawa i uprawnienia
Otwarty dostęp Niniejszy artykuł jest licencjonowany na podstawie licencji Creative Commons Uznanie autorstwa-Użycie niekomercyjne-Bez utworów zależnych 4.0 Międzynarodowe, która zezwala na wszelkie niekomercyjne wykorzystanie, udostępnianie, dystrybucję i reprodukcję na dowolnym nośniku lub w dowolnym formacie, pod warunkiem wskazania autorów i źródła, podania linku do licencji Creative Commons oraz wskazania, czy licencjonowany materiał został zmodyfikowany. Na mocy tej licencji nie masz pozwolenia na udostępnianie zaadaptowanych materiałów pochodzących z tego artykułu lub jego części. Obrazy lub inne materiały stron trzecich w tym artykule są objęte licencją Creative Commons, o ile nie wskazano inaczej w informacji o autorstwie materiału. Jeśli materiał nie jest objęty licencją Creative Commons, a zamierzony sposób wykorzystania nie jest dozwolony przez przepisy ustawowe lub wykracza poza dozwolony zakres, musisz uzyskać zgodę bezpośrednio od właściciela praw autorskich. Aby wyświetlić kopię tej licencji, odwiedź stronę http://creativecommons.org/licenses/by-nc-nd/4.0/ .
https://www.nature.com/articles/s41586-026-10114-5






